


蓝宝石具有高耐磨性、高硬度和优良的热传导性、电绝缘性、化学性能稳定等优异的物理、化学特点,被广泛地应用于高端智能手机、平板电脑、平板电视等电子显示行业领域。
图8表示的是激光切割速度对激光切割蓝宝石崩边尺寸的影响,激光重复频率为1 kHz;激光能量密度为6.3×10^3J/cm2;辅助气体为N2;气压为1 MPa;脉宽为0.13 ms,切割速度为1~13 mm/s。由于激光重复频率的,为避免切割边缘存在锯齿状现象,降低激光加工速度,从而改变激光光斑重叠率。同时,考虑到前激光脉冲与蓝宝石材料间的热积累影响,故对激光切割速度对蓝宝石加工质量的影响进行研究。切割速度直接影响了激光与材料间的相互作用时间。当切割速度增加时,作用时间减小,材料的气化量减少,故切割边缘锯齿状随着减小。

从图8中看出,切割速度对蓝宝石正背面崩边尺寸均有一定的影响,在正面和背面崩边尺寸上,整体趋势为随切割速度的增加,崩边尺寸先减小后增加,这是由于切割速度影响光斑重叠率,光斑重叠率过高,激光脉冲在蓝宝石表面的作用时间越长,热积累越多,产生崩边尺寸较大,光斑重叠率过低造成光斑近似分离,切割边缘出现较大锯齿状。图9为切割速度对蓝宝石正面崩边尺寸的影响。
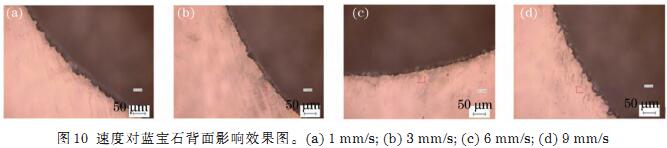
从图8和图9中可以看出,由于切割速度在1~13 mm/s, 光斑重叠率激光的切割速度对正面崩边的影响不大,在2~5m之间。当速度为6 mm/s时,正面崩边尺寸最小为2.75m,光斑重叠率为85%左右。图10为切割速度对背面崩边尺寸的影响,从图10背面崩边情况看,在切割速度为6 mm/s时背面崩边在10 m以下,故激光切割速度在5~7 mm/s为最佳。
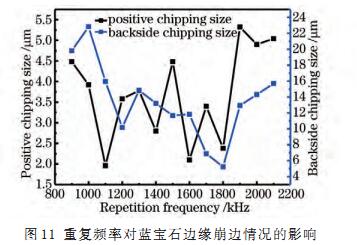
图11表示的是激光重复频率对激光切割蓝宝石崩边尺寸的影响,辅助气体压力为1 MPa;激光能量密度为6.3×10^3J/cm2;辅助气体为N2;切割速度为6 mm/s;脉宽为0.13 ms,由于重复频率过高会使激光能量密度降低,当降低到一定程度后,蓝宝石的穿透性切割较为困难,作用时间影响材料受热应力的影响造成的崩边现象。重复频率较高,激光单脉冲能量将会降低,边缘的热积累减小,对蓝宝石去除率有所降低,故重复频率选为0.7~2.1 kHz。

从图11中可以看出,重复频率的变化,正面崩边尺寸存在一定的小波动,基本上在3~5m;从图12可以看出,背面崩边影响较大,在重复频率为1.8 kHz时,崩边尺寸达到最低,达到5 m左右,并且锯齿状切口得到改善。由于加工过程中,脉宽不变,当重复频率过高时,温度积累过多,造成损伤扩大化,进而造成崩边现象严重,故激光重复频率在1.6~1.8 kHz为最佳。
由于激光的高能量,激光与辅助气体相互作用,使得辅助气体发生电离,而电离产生的一定量的等离子体会对激光产生等离子体屏蔽效应,而屏蔽的效果与气体的第一电离能存在着一定的关系,气体的第一电离能越高,对激光的屏蔽效果越小。O2的第一电离能为13.618 eV,N2的第一电离能是14.53 eV;O2形成的等离子体对激光的屏蔽效应较强,N2相对较低,因而蓝宝石对激光的能量吸收较强,蓝宝石表面的等离子的温度高,激光与等离子体作用,使蓝宝石晶体表面温度过高迅速气化甚至爆沸,脱离蓝宝石基体并使蓝宝石冷却的液体回落到蓝宝石表面形成粉末。
推荐: